
ວິທີການປັບຄວາມໄວໃນການປ້ອນເສັ້ນດ້າຍ (ຄວາມໜາແໜ້ນຂອງຜ້າ)
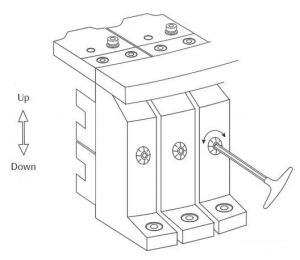
1. ການປ່ຽນແປງເສັ້ນຜ່າສູນກາງຂອງລໍ້ປ່ຽນຄວາມໄວເພື່ອປັບຄວາມໄວໃນການປ້ອນ, ດັ່ງທີ່ສະແດງຢູ່ໃນຮູບຕໍ່ໄປນີ້. ຄາຍນັອດ A ເທິງລໍ້ປ່ຽນຄວາມໄວ ແລະ ໝຸນແຜ່ນປັບກ້ຽວວຽນດ້ານເທິງ B ໄປໃນທິດທາງ “+”. ໃນເວລານີ້, ບລັອກເລື່ອນພາຍໃນ 12 ອັນ D ຈະເລື່ອນອອກໄປທາງນອກ. ເມື່ອເສັ້ນຜ່າສູນກາງຂອງແຜ່ນອາລູມິນຽມປ້ອນເພີ່ມຂຶ້ນ, ປະລິມານການປ້ອນສາມາດເພີ່ມຂຶ້ນໄດ້. ໝຸນໄປໃນທິດທາງ “-”, ແລະ ບລັອກເລື່ອນ 12 ອັນ D ຈະເລື່ອນໄປສູ່ຕຳແໜ່ງຂອງແກນ. ເສັ້ນຜ່າສູນກາງຂອງແຜ່ນອາລູມິນຽມປ້ອນຈະຫຼຸດລົງ, ແລະ ປະລິມານການປ້ອນຈະຫຼຸດລົງ. ແຜ່ນອາລູມິນຽມປ້ອນສາມາດປັບໄດ້ຈາກເສັ້ນຜ່າສູນກາງ 70 ມມ ຫາ 200 ມມ. ຫຼັງຈາກປັບເສັ້ນຜ່າສູນກາງແລ້ວ, ໃຫ້ລັອກນັອດດ້ານເທິງ A ໃຫ້ແໜ້ນ.
ເມື່ອໝຸນແຜ່ນປັບດ້ານເທິງ, ພະຍາຍາມຮັກສາຄວາມສົມດຸນໃຫ້ຫຼາຍເທົ່າທີ່ຈະຫຼາຍໄດ້ເພື່ອປ້ອງກັນບໍ່ໃຫ້ຕະປູ E ທີ່ຍື່ນອອກມາຫຼຸດອອກຈາກຮ່ອງ (F/F2) ໃນແຜ່ນປັບ ຫຼື ແຜ່ນຊ່ອງ. ຫຼັງຈາກປັບເສັ້ນຜ່າສູນກາງແລ້ວ, ກະລຸນາຈື່ໄວ້ວ່າຕ້ອງປັບຄວາມຕຶງຂອງສາຍແອວ.
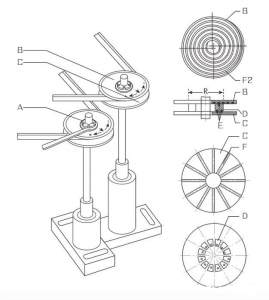
A: ນັອດ B: ແຜ່ນປັບແບບກ້ຽວວຽນ C: ແຜ່ນຊ່ອງ D: ຕົວເລື່ອນ E: ຕະປູ F: ຮ່ອງຊື່ແຜ່ນຊ່ອງ F2: ຮ່ອງກ້ຽວວຽນແຜ່ນປັບ
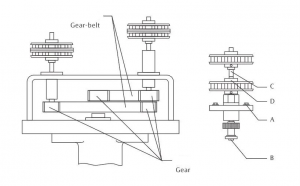
2. ປ່ຽນອັດຕາສ່ວນການສົ່ງເກຍ
ຖ້າປະລິມານການປ້ອນເກີນຂອບເຂດການປັບຂອງແຜ່ນອາລູມິນຽມການປ້ອນ (ຫຼາຍເກີນໄປ ຫຼື ບໍ່ພຽງພໍ), ໃຫ້ປັບປະລິມານການປ້ອນໂດຍການປ່ຽນແປງອັດຕາສ່ວນການສົ່ງກຳລັງໂດຍການປ່ຽນເກຍຢູ່ປາຍລຸ່ມຂອງແຜ່ນອາລູມິນຽມ. ຄາຍສະກູ A, ຖອດແຜ່ນຮອງອອກ ແລະ ຕິດຕັ້ງຖັນເພົາ C ແລະ D, ຈາກນັ້ນຄາຍສະກູ B, ປ່ຽນເກຍ, ແລະ ຂັນນັອດ ແລະ ສະກູ A ສີ່ຕົວຫຼັງຈາກປ່ຽນເກຍ.
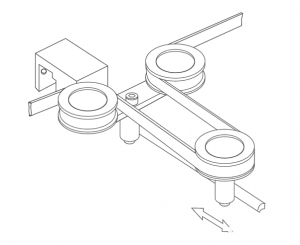
3. ການປັບຄວາມຕຶງຂອງສາຍແອວສົ່ງເສັ້ນດ້າຍ
ເມື່ອໃດກໍຕາມທີ່ເສັ້ນຜ່າສູນກາງຂອງແຜ່ນອາລູມິນຽມປ້ອນມີການປ່ຽນແປງ ຫຼື ອັດຕາສ່ວນເກຍມີການປ່ຽນແປງ, ສາຍພານປ້ອນຕ້ອງໄດ້ຮັບການປັບໃໝ່. ຖ້າຄວາມຕຶງຂອງສາຍພານປ້ອນເສັ້ນດ້າຍວ່າງເກີນໄປ, ຈະມີການເລື່ອນ ແລະ ເສັ້ນດ້າຍແຕກລະຫວ່າງສາຍພານ ແລະ ລໍ້ປ້ອນເສັ້ນດ້າຍ, ເຊິ່ງເຮັດໃຫ້ເກີດການສູນເສຍໃນການທໍຜ້າ. ຄາຍສະກູຍຶດຂອງລໍ້ເຫຼັກປັບ, ດຶງລໍ້ເຫຼັກອອກຕາມຄວາມຕຶງທີ່ເໝາະສົມ, ແລະ ຈາກນັ້ນຂັນສະກູໃຫ້ແໜ້ນ.
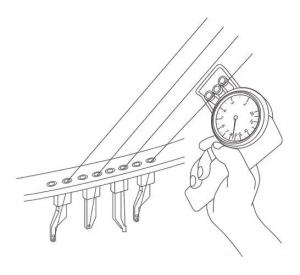
4. ຫຼັງຈາກປັບຄວາມໄວໃນການປ້ອນເສັ້ນດ້າຍແລ້ວ, ຄວາມຕຶງຂອງເສັ້ນດ້າຍກໍ່ຈະປ່ຽນແປງຕາມຄວາມເໝາະສົມ. ໝຸນສະກູປັບ (ດັ່ງທີ່ສະແດງຢູ່ໃນຮູບຂ້າງລຸ່ມນີ້) ແລະໃຊ້ເຄື່ອງດຶງເສັ້ນດ້າຍເພື່ອກວດສອບຄວາມຕຶງຂອງແຕ່ລະຮູປ້ອນ, ໂດຍປັບຕາມຄວາມໄວຂອງເສັ້ນດ້າຍທີ່ຕ້ອງການ.
ເວລາໂພສ: ວັນທີ 26 ກັນຍາ 2023