
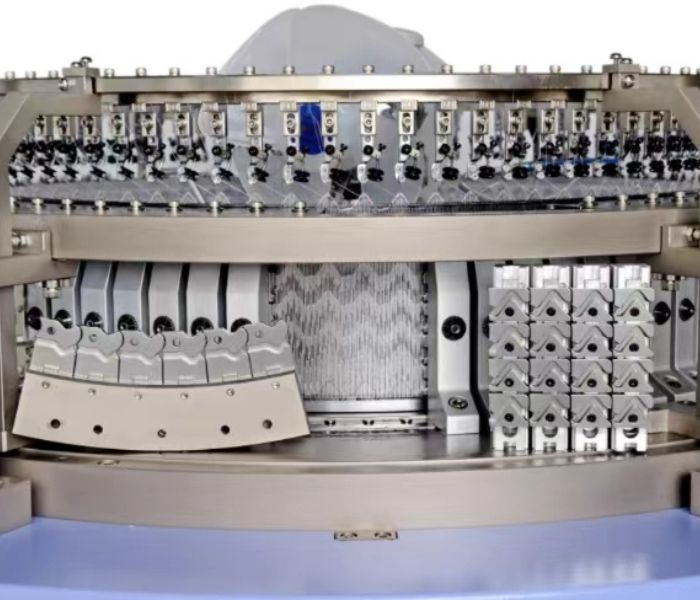
ຄວາມແຕກຕ່າງໃນລາຍລະອຽດ ແລະ ຮູບແບບຂອງເຄື່ອງຖັກຮູບວົງມົນ
ຄວາມແຕກຕ່າງລະຫວ່າງເຄື່ອງຖັກແສ່ວວົງມົນຮູບແບບ ແລະ ສະເປັກສ່ວນໃຫຍ່ແມ່ນຖືກກຳນົດໂດຍກະບອກສູບ ແລະ ກ່ອງແຄມໃຊ້ແລ້ວ.
ຂໍ້ກຳນົດສະເພາະຫຼັກໆແມ່ນ: ຈຳນວນນິ້ວ (ສັນຍາລັກເປັນຕົວແທນ "), ຈຳນວນເຂັມ (ສັນຍາລັກເປັນຕົວແທນ G), ຈຳນວນເຂັມທັງໝົດ (ສັນຍາລັກເປັນຕົວແທນ T), ຈຳນວນເຄື່ອງປ້ອນ (ສັນຍາລັກເປັນຕົວແທນ F)
ສອງສາມນິ້ວໝາຍເຖິງເສັ້ນຜ່າສູນກາງຂອງກະບອກທີ່ໃຊ້. ນິ້ວຢູ່ທີ່ນີ້ໝາຍເຖິງນິ້ວ, 1 ນິ້ວ = 2.54 ຊັງຕີແມັດ.
ຈຳນວນເຂັມໝາຍເຖິງ ຈຳນວນເຂັມທີ່ສາມາດວາງໄວ້ເທິງໜ້າດິນຂອງເຂັມຂະໜາດໜຶ່ງນິ້ວກະບອກ. ຈຳນວນເຂັມໃນກະບອກຫຼາຍເທົ່າໃດ, ການຈັດວາງເຂັມຖັກກໍ່ຈະໜາແໜ້ນຂຶ້ນເທົ່ານັ້ນ, ຮູບແບບເຂັມຖັກທີ່ໃຊ້ກໍ່ລະອຽດຂຶ້ນ, ເສັ້ນດ້າຍທີ່ຕ້ອງການກໍ່ຈະລະອຽດຂຶ້ນເທົ່ານັ້ນ.
ຈຳນວນເຂັມທັງໝົດໝາຍເຖິງຈຳນວນເຂັມຖັກທັງໝົດທີ່ສາມາດຕິດຕັ້ງໃສ່ກະບອກດຽວ ຫຼື ປຸ່ມໝຸນດຽວ. ຈຳນວນເຂັມທັງໝົດສາມາດຄິດໄລ່ໄດ້ໂດຍໃຊ້ວິທີການຕໍ່ໄປນີ້ (ຈຳນວນເຂັມ * ຈຳນວນນິ້ວ * pi 3.1417, ເຊັ່ນ 34 ນິ້ວ * 28 ເຂັມ * 3.1417 = 2990), ຂໍ້ມູນທີ່ຄິດໄລ່ອາດຈະແຕກຕ່າງຈາກຈຳນວນເຂັມທັງໝົດຕົວຈິງ.
ຈຳນວນເຄື່ອງປ້ອນໝາຍເຖິງຈຳນວນທັງໝົດຂອງກຸ່ມໜ່ວຍຖັກໃນກ່ອງແຄມຂອງເຄື່ອງຈັກວົງກົມ. ແຕ່ລະກຸ່ມຂອງໜ່ວຍຖັກສາມາດປ້ອນເສັ້ນດ້າຍດຽວ ຫຼື ຫຼາຍເສັ້ນ. ໂດຍທົ່ວໄປແລ້ວ, ຜົນຜະລິດຂອງການທໍທີ່ມີຮອບຫຼາຍກວ່າຈະສູງກວ່າ, ແຕ່ມັນຈະເພີ່ມພາລະຂອງເຄື່ອງຈັກ, ຕ້ອງການການປັບທີ່ສູງຂຶ້ນໂດຍແມ່ບົດ, ແລະ ຫຼຸດຄວາມຫຼາກຫຼາຍຂອງຜ້າທີ່ຜະລິດ.
ມັນຂຶ້ນກັບການຜະລິດຜ້າໃນໄລຍະຍາວເພື່ອເລືອກສະເປັກເຄື່ອງຈັກທີ່ເໝາະສົມ.
ເວລາໂພສ: ເມສາ-10-2024