

ສາເຫດຂອງເສັ້ນດ້າຍ Monofilament ແລະມາດຕະການປ້ອງກັນແລະແກ້ໄຂ
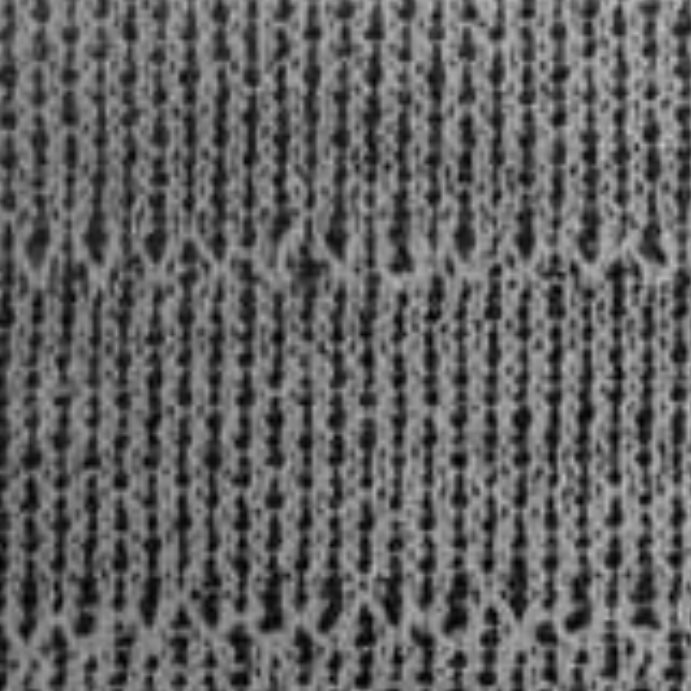
ເສັ້ນໄຍດ່ຽວໝາຍເຖິງປະກົດການທີ່ຂົດລວດໜຶ່ງ ຫຼື ຫຼາຍແຖວຢູ່ເທິງໜ້າຜ້າມີຂະໜາດໃຫຍ່ເກີນໄປ ຫຼື ນ້ອຍເກີນໄປ, ຫຼື ມີໄລຍະຫ່າງບໍ່ສະເໝີພາບເມື່ອທຽບກັບແຖວອື່ນໆຂອງຂົດລວດ. ໃນການຜະລິດຕົວຈິງ, ເສັ້ນໄຍດ່ຽວທີ່ເກີດຈາກວັດຖຸດິບແມ່ນພົບເລື້ອຍທີ່ສຸດ.
ສາເຫດ
ກ. ຄຸນນະພາບຂອງເສັ້ນດ້າຍທີ່ບໍ່ດີ ແລະ ຄວາມແຕກຕ່າງຂອງສີຂອງເສັ້ນໄຍດ່ຽວ, ເຊັ່ນ: ເສັ້ນດ້າຍບິດແໜ້ນ, ເສັ້ນໄຍເຄມີທີ່ມີຈຳນວນກຸ່ມທີ່ແຕກຕ່າງກັນ, ເສັ້ນໄຍທີ່ບໍ່ມີສີ ຫຼື ເສັ້ນດ້າຍປະສົມທີ່ມີຈຳນວນເສັ້ນດ້າຍແຕກຕ່າງກັນ, ນຳໄປສູ່ການສ້າງເສັ້ນດ້າຍອອກຕາມແນວນອນຂອງເສັ້ນໄຍດ່ຽວໂດຍກົງ.
ຂ. ຂະໜາດຂອງທໍ່ເສັ້ນດ້າຍແຕກຕ່າງກັນຫຼາຍ ຫຼື ກ້ອນເສັ້ນດ້າຍເອງມີບ່າໂຄ້ງ ແລະ ຂອບທີ່ຍຸບລົງ, ເຊິ່ງເຮັດໃຫ້ເສັ້ນດ້າຍມີຄວາມຕຶງຄຽດໃນການຄາຍອອກບໍ່ສະເໝີກັນ, ເຊິ່ງງ່າຍຕໍ່ການຜະລິດເສັ້ນດ້າຍອອກຕາມແນວນອນ. ນີ້ແມ່ນຍ້ອນວ່າຂະໜາດທີ່ແຕກຕ່າງກັນຂອງທໍ່ເສັ້ນດ້າຍຈະເຮັດໃຫ້ຈຸດມ້ວນ ແລະ ເສັ້ນຜ່າສູນກາງຂອງວົງແຫວນອາກາດຄາຍອອກແຕກຕ່າງກັນ, ແລະ ກົດການປ່ຽນແປງຂອງຄວາມຕຶງຄຽດໃນການຄາຍອອກຈະແຕກຕ່າງກັນຢ່າງຫຼີກລ່ຽງບໍ່ໄດ້. ໃນລະຫວ່າງຂະບວນການທໍຜ້າ, ເມື່ອຄວາມແຕກຕ່າງຂອງຄວາມຕຶງຄຽດບັນລຸຄ່າສູງສຸດ, ມັນງ່າຍທີ່ຈະເຮັດໃຫ້ປະລິມານການປ້ອນເສັ້ນດ້າຍແຕກຕ່າງກັນ, ເຊິ່ງເຮັດໃຫ້ຂະໜາດຂົດລວດບໍ່ສະເໝີກັນ.
ຄ. ເມື່ອໃຊ້ວັດຖຸດິບ denier ທີ່ມີຮູຂຸມຂົນ ແລະ ລະອຽດຫຼາຍສຳລັບການປຸງແຕ່ງ, ເສັ້ນທາງໄໝຄວນຈະລຽບເທົ່າທີ່ຈະເປັນໄປໄດ້. ຖ້າຂໍນຳເສັ້ນດ້າຍຫຍາບເລັກນ້ອຍ ຫຼື ຮອຍນ້ຳມັນແຂງຕົວ, ມັນງ່າຍທີ່ຈະເຮັດໃຫ້ເສັ້ນໄຍດຽວຫຼາຍເສັ້ນຂອງວັດຖຸດິບແຕກ, ແລະ ຄວາມແຕກຕ່າງຂອງສີຂອງເສັ້ນໄຍດຽວກໍ່ຈະເກີດຂຶ້ນເຊັ່ນກັນ. ເມື່ອປຽບທຽບກັບການປຸງແຕ່ງວັດຖຸດິບທຳມະດາ, ມັນມີຄວາມຕ້ອງການທີ່ເຂັ້ມງວດກວ່າກ່ຽວກັບອຸປະກອນ, ແລະ ມັນຍັງງ່າຍຕໍ່ການຜະລິດເສັ້ນໄຍດຽວອອກຕາມລວງນອນໃນຜ້າສຳເລັດຮູບ.
ງ. ເຄື່ອງຈັກບໍ່ໄດ້ຖືກປັບຢ່າງຖືກຕ້ອງ,ກ້ອງກົດເຂັມເລິກເກີນໄປ ຫຼື ຕື້ນເກີນໄປໃນບ່ອນໃດໜຶ່ງ, ເຊິ່ງເຮັດໃຫ້ຄວາມຕຶງຂອງເສັ້ນດ້າຍຜິດປົກກະຕິ ແລະ ຂະໜາດຂອງຂົດລວດທີ່ສ້າງຂຶ້ນແຕກຕ່າງກັນ.
ມາດຕະການປ້ອງກັນ ແລະ ແກ້ໄຂ
ກ. ຮັບປະກັນຄຸນນະພາບຂອງວັດຖຸດິບ, ໃຊ້ວັດຖຸດິບຈາກຍີ່ຫໍ້ທີ່ມີຊື່ສຽງຫຼາຍເທົ່າທີ່ຈະຫຼາຍໄດ້, ແລະ ກຳນົດຢ່າງເຂັ້ມງວດກ່ຽວກັບດັດຊະນີການຍ້ອມສີ ແລະ ດັດຊະນີທາງກາຍະພາບຂອງວັດຖຸດິບ. ມາດຕະຖານການຍ້ອມສີແມ່ນສູງກວ່າ 4.0, ແລະ ຄ່າສຳປະສິດການປ່ຽນແປງຂອງຕົວຊີ້ວັດທາງກາຍະພາບຄວນຈະນ້ອຍ.
ຂ. ຄວນໃຊ້ເຄັກໄໝນ້ຳໜັກຄົງທີ່ສຳລັບການປຸງແຕ່ງ. ເລືອກເຄັກໄໝທີ່ມີເສັ້ນຜ່າສູນກາງວົງກົມດຽວກັນສຳລັບເຄັກໄໝນ້ຳໜັກຄົງທີ່. ຖ້າມີລັກສະນະທີ່ບໍ່ດີ, ເຊັ່ນ: ບ່າໄຫລ່ນູນ ແລະ ຂອບທີ່ຍຸບລົງ, ຕ້ອງເອົາອອກກ່ອນນຳໃຊ້. ຄວນຍ້ອມສີຕົວຢ່າງຂະໜາດນ້ອຍໃນລະຫວ່າງການຍ້ອມສີ ແລະ ການສຳເລັດຮູບ. ຖ້າມີເສັ້ນດ່າງອອກຕາມລວງນອນ, ໃຫ້ເລືອກປ່ຽນເປັນສີທີ່ບໍ່ລະອຽດອ່ອນ ຫຼື ເພີ່ມສານປິ່ນປົວເສັ້ນດ່າງອອກຕາມລວງນອນເພື່ອກຳຈັດ ຫຼື ຫຼຸດຜ່ອນເສັ້ນດ່າງອອກຕາມລວງນອນ.
ຄ. ເມື່ອໃຊ້ວັດຖຸດິບທີ່ມີຮູຂຸມຂົນ ແລະ ລະອຽດພິເສດສຳລັບການປຸງແຕ່ງ, ຮູບລັກສະນະຂອງວັດຖຸດິບຕ້ອງໄດ້ຮັບການກວດສອບຢ່າງເຂັ້ມງວດ. ນອກຈາກນັ້ນ, ມັນດີທີ່ສຸດທີ່ຈະເຮັດຄວາມສະອາດເສັ້ນທາງໄໝ ແລະ ກວດສອບວ່າໂຄງສ້າງສາຍນຳທາງແຕ່ລະອັນລຽບຫຼືບໍ່. ໃນລະຫວ່າງຂະບວນການຜະລິດ, ໃຫ້ສັງເກດເບິ່ງວ່າມີຂົນພັນກັນຢູ່ໃນອຸປະກອນເກັບຮັກສາເສັ້ນດ້າຍຫຼືບໍ່. ຖ້າພົບ, ໃຫ້ຢຸດເຄື່ອງທັນທີເພື່ອຊອກຫາສາເຫດ.
ງ. ຮັບປະກັນວ່າຄວາມເລິກຂອງຮູບສາມຫຼ່ຽມວັດແທກຄວາມດັນຂອງເສັ້ນດ້າຍແຕ່ລະເສັ້ນທີ່ປ້ອນເຂົ້າມີຄວາມສອດຄ່ອງກັນ. ໃຊ້ເຄື່ອງມືວັດແທກຄວາມຍາວຂອງເສັ້ນດ້າຍເພື່ອປັບຕຳແໜ່ງການງໍຂອງແຕ່ລະຮູບສາມຫຼ່ຽມຢ່າງລະອຽດເພື່ອຮັກສາປະລິມານການປ້ອນເຂົ້າໃຫ້ສອດຄ່ອງກັນ. ນອກຈາກນັ້ນ, ໃຫ້ກວດສອບວ່າຮູບສາມຫຼ່ຽມງໍຂອງເສັ້ນດ້າຍນັ້ນຖືກສວມໃສ່ຫຼືບໍ່. ການປັບຮູບສາມຫຼ່ຽມງໍຂອງເສັ້ນດ້າຍມີຜົນກະທົບໂດຍກົງຕໍ່ຂະໜາດຂອງຄວາມຕຶງຄຽດໃນການປ້ອນເສັ້ນດ້າຍ, ແລະຄວາມຕຶງຄຽດໃນການປ້ອນເສັ້ນດ້າຍມີຜົນກະທົບໂດຍກົງຕໍ່ຂະໜາດຂອງຂົດລວດທີ່ສ້າງຂຶ້ນ.
ສະຫຼຸບ
1. ເສັ້ນດ່າງອອກຕາມແນວນອນທີ່ເກີດຈາກຄຸນນະພາບຂອງວັດຖຸດິບແມ່ນພົບເລື້ອຍທີ່ສຸດໃນການຜະລິດຜ້າຖັກຮູບວົງມົນ. ມັນເປັນສິ່ງຈໍາເປັນຫຼາຍທີ່ຈະຕ້ອງເລືອກວັດຖຸດິບທີ່ມີລັກສະນະດີແລະມີຄຸນນະພາບດີສໍາລັບເຄື່ອງຖັກແສ່ວວົງມົນການຜະລິດ.
2. ການບຳລຸງຮັກສາເຄື່ອງຖັກວົງມົນປະຈຳວັນແມ່ນມີຄວາມສຳຄັນຫຼາຍ. ການສວມໃສ່ຂອງຊິ້ນສ່ວນເຄື່ອງຈັກບາງຢ່າງໃນການດຳເນີນງານໄລຍະຍາວເຮັດໃຫ້ຮູບຮ່າງຂອງກະບອກເຂັມຂອງເຄື່ອງຖັກວົງມົນມີຮູບຮ່າງຕາມແນວນອນ ແລະ ຄວາມແຕກຕ່າງຂອງຄວາມເຂັ້ມຂຸ້ນເພີ່ມຂຶ້ນ, ເຊິ່ງມີແນວໂນ້ມທີ່ຈະເຮັດໃຫ້ເກີດເສັ້ນດ່າງຕາມແນວນອນ.
3. ການປັບແຄມກົດເຂັມ ແລະ ໂຄ້ງຈົມໃນລະຫວ່າງຂະບວນການຜະລິດບໍ່ໄດ້ຢູ່ໃນສະຖານທີ່, ເຊິ່ງເຮັດໃຫ້ເກີດຂົດລວດຜິດປົກກະຕິ, ເພີ່ມຄວາມແຕກຕ່າງຂອງຄວາມຕຶງຄຽດໃນການປ້ອນເສັ້ນດ້າຍ, ແລະ ເຮັດໃຫ້ປະລິມານການປ້ອນເສັ້ນດ້າຍແຕກຕ່າງກັນ, ເຊິ່ງສົ່ງຜົນໃຫ້ມີເສັ້ນດ່າງອອກຕາມລວງນອນ.
4. ເນື່ອງຈາກລັກສະນະຂອງໂຄງສ້າງຂົດລວດຂອງຜ້າຖັກຮູບວົງມົນ, ຄວາມອ່ອນໄຫວຂອງຜ້າຂອງອົງກອນຕ່າງໆຕໍ່ກັບເສັ້ນດ່າງອອກຕາມລວງນອນກໍ່ແຕກຕ່າງກັນ. ໂດຍທົ່ວໄປແລ້ວ, ຄວາມເປັນໄປໄດ້ຂອງເສັ້ນດ່າງອອກຕາມລວງນອນໃນຜ້າພື້ນທີ່ດຽວເຊັ່ນ: ຜ້າກັນເຫື່ອແມ່ນຂ້ອນຂ້າງສູງ, ແລະຄວາມຕ້ອງການເຄື່ອງຈັກ ແລະ ວັດຖຸດິບແມ່ນຂ້ອນຂ້າງສູງ. ນອກຈາກນັ້ນ, ຄວາມເປັນໄປໄດ້ຂອງເສັ້ນດ່າງອອກຕາມລວງນອນໃນຜ້າທີ່ປຸງແຕ່ງດ້ວຍວັດຖຸດິບທີ່ມີຮູຂຸມຂົນ ແລະ ລະອຽດອ່ອນກໍ່ຂ້ອນຂ້າງສູງເຊັ່ນກັນ.
ເວລາໂພສ: ມິຖຸນາ-07-2024